Formula for calculation of coil current
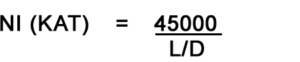
In the above formula, the diameter should be taken as the average diameter of the part.
![]()
Additionally, in the aforementioned formula for calculating the current requirement for a coil shot, it’s crucial to note that when determining the L/D ratio, L should be equal to the inside diameter of the coil, not the overall length of the part.
For magnetic particle testing on railroad parts, a heavy-duty bench-type machine is employed. Specially designed fixtures are used to position the part on the machine. A pneumatic clamping system operates to secure the part from both ends. This pneumatic clamping ensures spark-free conditions when applying high current to the part. The use of braided copper pads is also recommended to eliminate arcing sparks.




